

Pettit 1959 Hard Racing Copper Bronze
Product Description
- Minimum Purchase of 6 (ships in 7-10 days) special order/non returnable
- For dry sailed boats or boats stored in non-fouling fresh water.
- Can be buffed to give a high gloss, ultra smooth surface.
- Suitable for use on fiberglass, wood and steel hulls.
- Excellent for trailered boats.
Pettit 1959 Hard Racing Copper Bronze compares to Sea Hawk Paint's VMG
Don't forget to check the Pettit Bottom Paint Compatibility Chart!
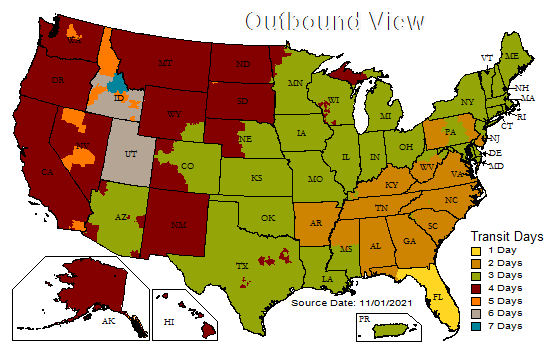
*This Item Ships From South Florida Click to See Estimated Transit Times

APPLICATION INFORMATION
1959 Hard Racing Copper Bronze is loaded with copper fl ake pigment. As a result of this there is a tendency for settling to occur, especially if the paint has been on the shelf for several months. It is necessary to thoroughly mix the paint before using. If possible shake the can of paint on a mechanical paint shaker. Before using check the sides and bottom of the can to make sure all the pigment
has been mixed in. If mixing is going to be done with a wooden paddle or an electric drill mixer, pour off half of the liquid from the top of the can into another can and then properly mix in any settled pigment; then remix the two parts together thoroughly.
Adhere to all application instructions, precautions, conditions and limitations to obtain optimum performance. Refer to individual labels and tech sheets for detailed instructions when using associated products, etc. Do not thin 1959 Hard Racing Copper Bronze more than 5% (6.4 ounces per gallon) or inadequate paint film thickness will occur and premature erosion of the fi nish will be likely.
SURFACE PREPARATION
Coating performance, in general, is proportional to the degree of surface preparation. Follow recommendations carefully, avoiding shortcuts. Inadequate preparation of surfaces will virtually assure inadequate coating performance.
SYSTEMS
The paint systems outlined below contain references to other Pettit products. Please read and understand the label and/or Technical Bulletin for these products as well to ensure that they are used properly. For further guidance, please contact your local Pettit salesman or the Pettit Customer Service Department at (800) 221-4466 between the hours of 8:30 a.m. and 4:30 p.m. EST.
Previously Painted Surfaces: If the previous coating is in good condition, thoroughly sand with 80 grit
production paper and wipe clean with a rag dampened with Pettit 120 Brushing Thinner to remove sanding residue. Apply two coats of 1959 Hard Racing Copper Bronze observing the proper dry times. If the previous coating is soft or in poor condition, remove to the bare surface by sanding or using Marine Grade Bottom Paint Remover 9050. Proceed with the appropriate bare system as described below. Old tin copolymer paints must be removed before applying 1959.
Bare Fiberglass: All bare fiberglass, regardless of age, must be thoroughly cleaned using 95 Fiberglass Dewaxer and clean lint-free rags. Several cleanings may be necessary to ensure complete removal of contaminants. Change rags frequently during the dewaxing/cleaning process to ensure complete removal of contaminants rather than merely smearing them on the surface. New boats must be scrubbed with a detergent and water solution and rinsed with fresh water prior to dewaxing. After the surface has been dewaxed, sand it thoroughly with 80 grit production paper and rewash the sanded
surfaces with 95 Dewaxer or 120 Brushing Thinner to remove sanding residue. Apply one coat of Pettit Protect 4700/4701 High Build Epoxy Primer. When thoroughly dry, sand with 80 grit paper and wipe clean again. Apply two coats of 1959 Hard Racing Copper Bronze. If sanding is prohibited, as with certain vinyl-ester gelcoats, or is otherwise impractical, make sure the surface has been completely and thoroughly dewaxed and cleaned with Pettit 95 Fiberglass Dewaxer. Then apply one, thin, continuous coat of Pettit 6999 Sandless Primer. Topcoat with two coats of 1959 carefully following the topcoating instructions on the Sandless Primer label.
Bare Wood: Sand the entire surface with 80 grit production paper and wipe clean with a rag dampened with Pettit 120 Brushing Thinner. Apply a coat of Pettit 6627 Tie Coat Primer thinned 25% with the 120 Brushing Thinner to penetrate and seal the wood. Fill any open seams with Pettit Seam Compound (7110 White or 7610 Mahogany) and allow to dry overnight. Apply two full coats of 1959 observing the proper dry times.
Steel Hulls, Underwater Metal Parts and Keels: For steel hulls and metal keels, wash the surface with Pettit 120 Brushing Thinner to remove any oil fi lm or grease. The metal should be abraded with emery cloth to a bright texture. Remove all sanding residue by vacuuming or with clean, compressed air. Apply one, thin wet coat of Pettit 6455 Metal Primer; allow to dry at least two hours and then apply two coats of Pettit 6627 Tie Coat Primer followed by two coats of 1959 Hard Racing Copper Bronze.
DO NOT USE THIS PRODUCT ON ALUMINUM HULLS OR OUTDRIVES.
Pettit Technical Data Sheet (TDS)
Pettit Safety Data Sheet (SDS)
PHYSICAL DATA
VEHICLE TYPE.....Oleoresinous Varnish
FINISH.....Glossy
COLOR.....Bronze
COMPONENTS....One
CURING MECHANISM....Solvent Release Oxidation
SOLIDS (theoretical)
By weight.....63 ± 2%
By volume....43 ± 2%
COVERAGE.....800 sq. ft/gal.
VOC....450 g/l (3.76 lbs/gal) as supplied
FLASH POINT....106°F
APPLICATION DATA
METHOD.....Brush, Roller, Airless or
Conventional Spray
NUMBER OF COATS....Two
DRY FILM THICKNESS PER COAT......
0.75 - 1.0 mils
WET FILM THICKNESS PER COAT....
1.75 - 2.3 mils
APPLICATION TEMP.....50° F. Min. / 90° F. Max.
DRY TIME*
To Recoat To Launch
90°F 8 hrs. 2 days
70°F 16 hrs. 4 days
50°F 36 hrs. 8 days
*The above dry times are minimums.
1959 may be recoated after the minimum
time shown. There is no maximum launch
time on 1959.
THINNER.....120 Brushing Thinner
121 Spraying Thinner

{kind=link}